

42CrMo4,合金结构钢,板材
第一事业部,见证中国钢铁行业发展历程


一、客户评价
[机械制造企业工程师]:42CrMo4钢材在我们的生产中表现卓越。它具有优异的综合力学性能,强度和韧性俱佳。在制造重型机械零件时,经过调质处理后,能承受高负荷和冲击载荷,零件的可靠性大大提高,为我们的高端产品提供了坚实的材料基础。
[汽车零部件供应商技术人员]:我们在生产汽车传动系统的关键零部件,如半轴、齿轮等时选用了 42CrMo4钢材。它的淬透性非常好,能够保证零件在较大截面下也能获得均匀的力学性能。而且其疲劳强度高,有效延长了汽车零部件的使用寿命,满足了汽车行业对可靠性和耐久性的严格要求。
[模具制造企业负责人]:对于模具制造行业,42CrMo4钢材是制造大型模具的理想材料。它在淬火和回火后硬度高且均匀,模具的耐磨性和尺寸稳定性极佳,大大减少了模具的维修和更换频率,提高了生产效率,降低了综合成本。同时,供应商提供的优质服务也让我们在使用过程中无后顾之忧。
二、质量保障
在原材料采购环节,我们对每一批 42CrMo4钢材进行严格的质量把控。运用先进的直读光谱仪对其化学成分进行精确分析,确保碳、铬、钼等主要元素以及其他微量元素的含量完全符合国际和行业标准。在生产过程中,采用先进的无损检测设备,如相控阵超声波探伤仪和荧光磁粉探伤设备,对钢材进行全方位检测,不放过任何细微的内部缺陷。通过电子万能试验机对钢材的拉伸、冲击等力学性能进行精确测试,确保其各项性能指标均达到或超过相关标准。我们严格遵循ISO 9001质量管理体系,从原材料入库到成品出厂,每一个环节都有完善的质量控制流程,确保为客户提供高品质的 42CrMo4钢材。此外,我们还为客户提供专业的售后服务,包括技术支持、质量追溯和问题解决等,让客户放心使用我们的产品。
三、基础信息
42CrMo4钢材是一种中碳合金结构钢,在机械制造、汽车工业、航空航天、模具制造等高端领域有着广泛的应用。它的供应形态丰富多样,包括热轧板材、冷轧板材、热轧圆钢、冷拉圆钢、锻造坯料等。热轧板材厚度范围一般在3 - 300mm,宽度为1000 - 3000mm,长度可根据客户需求定制;热轧圆钢直径在8 - 300mm之间。冷轧板材厚度通常在0.8 - 6mm,宽度和长度可按客户要求生产。锻造坯料则可根据客户的复杂形状和精确尺寸要求进行定制生产。其密度约为7.85g/cm³,这一稳定的密度特性有助于客户在产品设计和生产过程中进行精准的重量计算和成本预算。
四、化学成分
42CrMo4钢材的化学成分如下表所示:
| 元素 | 含量范围 |
|---|---|
| 碳(C) | 0.38 - 0.45% |
| 硅(Si) | 0.17 - 0.37% |
| 锰(Mn) | 0.60 - 0.90% |
| 磷(P) | ≤0.035% |
| 硫(S) | ≤0.035% |
| 铬(Cr) | 0.90 - 1.20% |
| 钼(Mo) | 0.15 - 0.25% |
| 镍(Ni) | ≤0.30% |
| 铜(Cu) | ≤0.25% |
五、加工性能
42CrMo4钢材具备出色的加工性能,能够适应多种复杂的加工工艺。
- 切削加工性能:该钢材的切削性能良好,在合理选择刀具和切削参数的情况下,切削过程稳定,能获得较高的表面质量和尺寸精度。适用于制造精度要求较高的机械零件,如精密轴类、齿轮轴等。
- 热加工性能:42CrMo4钢材在热加工过程中具有良好的塑性,热加工温度范围较宽,能够顺利进行锻造、热轧等热加工操作。热加工不仅可以改变钢材的形状,还能改善其内部组织结构,进一步提高其综合力学性能。
- 焊接性能:其焊接性能尚可,采用合适的焊接工艺和低氢型焊接材料,在焊接前进行适当预热,焊接后进行及时的后热处理,可以获得质量可靠的焊接接头。对于一些重要的焊接结构件,需要严格控制焊接工艺参数,以确保焊接质量。
六、特性优势
42CrMo4钢材具有极高的强度和硬度,经过调质处理后,其抗拉强度和屈服强度都能达到很高的水平,能够承受高强度的静态和动态载荷。同时,它还拥有出色的韧性和抗疲劳性能,在承受交变载荷和冲击载荷时表现优异,有效防止零件在使用过程中发生突然断裂。此外,该钢材的淬透性良好,在大截面零件的热处理中能保证整个截面获得均匀的力学性能。而且,42CrMo4钢材虽然属于高端合金结构钢,但相比一些特殊合金材料,其价格相对合理,在满足高端产品性能要求的同时,能够为客户控制成本,具有较高的性价比。
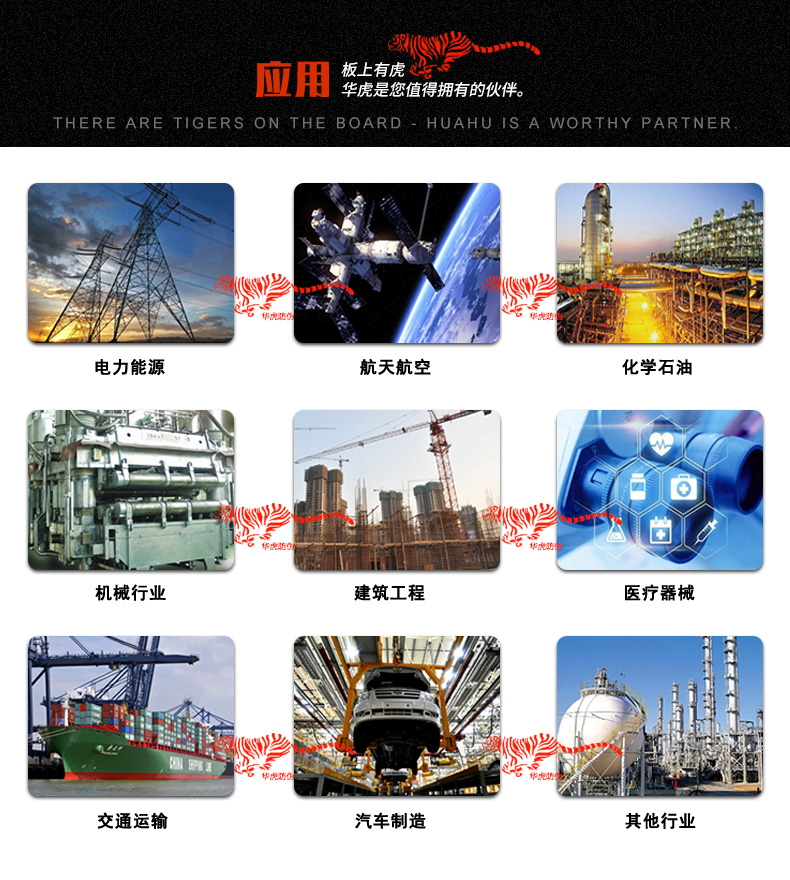
七、应用场景
42CrMo4钢材广泛应用于高端机械制造领域,可用于制造大型设备的主轴、重载齿轮、高强度螺栓等关键零部件。在汽车工业中,常用于制造发动机的曲轴、连杆、变速器齿轮等核心部件,以及高性能汽车的底盘悬挂系统部件。在航空航天领域,可用于制造飞机起落架、发动机支架等重要结构件。在模具制造中,适用于制造大型注塑模具、压铸模具和热锻模具等。此外,在石油化工、矿山机械等行业也有重要应用,是一种在高端制造业中不可或缺的优质钢材。
八、生产工艺
42CrMo4钢材的生产采用先进的电弧炉 - 精炼 - 连铸短流程工艺。首先,在电弧炉中精确控制废钢和合金原料的配比,通过严格的冶炼过程,确保钢水的化学成分准确无误。然后,将钢水送入精炼炉进行深度精炼,采用真空脱气、吹氩搅拌等技术,进一步去除钢水中的有害气体、夹杂物和杂质元素,提高钢水的纯净度和质量稳定性。接着,采用高效的连铸工艺将钢水浇铸成高质量的坯料,根据不同的产品需求,对坯料进行热轧、冷轧、锻造等后续加工。在热轧过程中,通过精确控制轧制温度、压下率和轧制速度等参数,使钢材获得良好的组织性能和尺寸精度。对于冷轧产品,还需进行多道次的冷轧和退火处理,以满足高精度和良好表面质量的要求。对于锻造产品,则根据零件的形状和性能要求,进行精密锻造和后续的热处理。最后,根据客户的需求,对钢材进行全面的热处理,如调质、淬火 + 回火等,以充分发挥其优异的力学性能。同时,为了提高钢材的表面质量和防护性能,可进行表面处理,如镀硬铬、化学镀镍、喷涂高性能防腐涂层等。


42CrMo4,合金结构钢,板材
